

CSIR - CENTRAL FOOD TECHNOLOGICAL RESEARCH INSTITUTE
COUNCIL OF SCIENTIFIC & INDUSTRIAL RESEARCH
MINISTRY OF SCIENCE & TECHNOLOGY, GOVT. OF INDIA,
MYSURU - 570020











CSIR-CFTRI has patented a novel process for preparation of green Amla powder which is quite different from those traditional/current practices and the powdered Amla gratings having good aroma with natural green color. The process consists of grading/separation of green Amla berries from riped Amla berries followed by thorough washing with hot water at temperature ranging between 70∼80oC to remove the soil, stones, dirt and other foreign materials. Washed Amla berries were subjected to air/shade drying for removal of surface moisture and subjected to grating using a dedicated grating machine to obtain the required particle size followed by formulating the gratings with sodium chloride. Pre-determined quantities of wet gratings are spread on the stainless-steel trays and loaded into the cabinet drier for the time ranging from 8 ∼ 10 h which is maintained at a temperature of 40∼50OC.
The dried green Amla powder is homogenized using a granulator and the size of the gratings are in the range of 2∼3 mm. The granulated powder was packaged in opaque polyethylene pouches and stored in cartons. No additives are used for retention of flavour and colour. The green Amla powder has a shelf life of more than 3 months at 37± 2°C in thermo stable pouches.
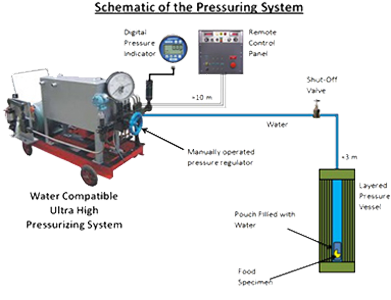
Currently the following aspects using high pressure system are in progress:
Infusion of bioactive compounds (anthocyanin or curcuminoids) in solid food matrix, assisted extraction of oleoresin and gingerol from ginger; processing of sugar cane juice and tender coconut water.
High pressure processing is promising non-thermal processing technology aiming towards microbiologically safe food while avoiding undesirable changes in physicochemical and nutritional properties. High pressure kills microorganisms by permeabilization of cell membranes.
High-pressure application leads to the effective reduction of the activity of food quality related enzymes (oxidases), which ensures high quality and shelf stable products. Further, high pressure affects only non-covalent bonds (hydrogen, ionic, and hydrophobic bonds), and has little effect on chemical constituents associated with desirable food qualities such as flavor, color, or nutritional content.
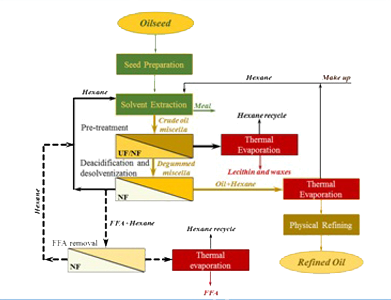
Current focus is on membrane augmented extraction and refining of edible oils which will eventually result in big energy savings in vegetable oil refining industries.
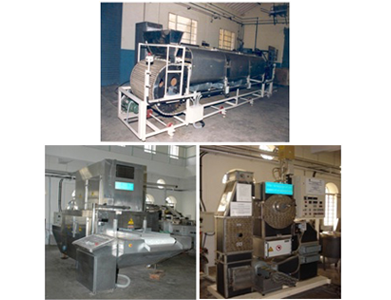
With a focus on reducing the drudgery involved processing food material simpler food machineries are being developed. The latest addition of this category is an equipment for production of green Amla powder.



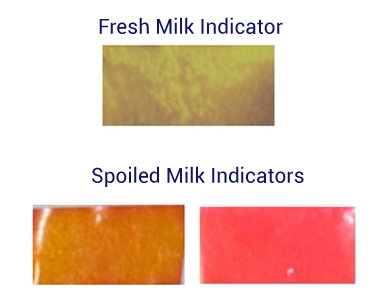
Smart packaging is a packaging that contains an external or internal indicator to provide information about aspects of the history of the package and/or the quality of the food. A spoilage indicator for milk was developed based on the diffusion of lactic acid. An irreversible color change of the indicator (from light green to red) clearly and progressively shows the spoilage. This indicator used as both external and internal indicators for the detection of milk spoilage. This indicator incorporated in the packed milk film with the help of the unidirectional permeable membrane. The unidirectional permeable membrane allows only one direction that is from milk to the indicator and avoids backward flow which prevents the migration into the milk. This is good candidate to monitor quality losses of the food.

mPACK, is a software package developed for design of packaging for moisture sensitive foods Along with steady state storage conditions of constant temperature and RH, transient (diurnal) storage conditions of 22 meteorological stations of India, can be simulated using the software. The program is based on numerical solution of moisture transport equation incorporating Guggenheim-Anderson-deBoer equation for moisture sorption isotherm of food product. In computing moisture changes under transient storage conditions, the program adopts an iterative process in which the varying conditions are approximated to steady state conditions over small intervals of time period.
The software features user-friendly Graphical User Interface, database operations for food products and packaging materials and various other utilities. Using the software, predictions can be done for (i) moisture changes in the food product, (ii) shelf life of food product (iii) moisture barrier requirement of the package for storing a food product under specified storage conditions for a specified storage period. mPACK was extensively used in many in-house R&D projects involving various moisture-sensitive food products. This unique software, first of its kind in the world, is being used in consultancies for industries to help them in New Product Development.

Godhi Huggi is one of the Wheat based delicacies from North karnataka and shelf-life has been one of the major hurdles faced by the manufacturers and consumers. The institute has now developed processing protocols for ensuring 1 year shelf-life extension of the products and the technology has been transferred to one of the business clients recently.

In the present day scenario, health conscious consumers prefer low fat snacks with better health benefits. Generally, snacks that are fried using conventional technique have high amount of fat and consumers’ preference is to have an alternative technique that can produce product with low fat, without compromising quality. Vacuum frying is a promising alternative which can obviate some of the limitations of conventional frying. Vacuum frying is carried out at low temperature and reduced- pressure than frying at atmospheric pressure. Reduction in pressure lowers the boiling point of water/frying point of oil leads to reduction in fat uptake, lesser degradation of oil, higher retention of color and nutrients, lower acrylamide formation etc. The institute is extensively working in the area of development of efficient vacuum fryer and to develop processes based on this technology.

Fruit juice beverages are made from a wide variety of fruits and these are consumed for their nutritional benefits. Carbonated beverages contain inorganic acid viz., Phosphoric acid, synthetic sweeteners and emulsifying agents and other additives are poor in their nutritional quality and are also reported to inhibit the absorption of micronutrients in the body. There is a good scope for the carbonation of fruit juice beverages, which can improve the nutritional and sensory quality mainly due to the presence of natural fruit juice. The institute is proposing to set up and fully automatic, integrated Plant for bottling carbonated fruit beverages and fresh sugarcane juice. The proposed plant would majorly consist of Chilling & Carbonation sections, bottling lines and shrink wrap section.
Dehydration or drying, one of the preservation techniques is a process wherein the moisture content of the material is brought down to such level a level that retards the microbial activity. Reduction in moisture content increases the shelf life of the material, reduces weight and volume, and increases the ease of packing, handling, storage and transport. However, the drawbacks of dehydration are high unit processing cost, especially for freeze-dried products, and poor quality texture and flavor in some cases. The modern day techniques involve field assisted drying methods including Dielectric heating (Radiofrequency and Microwave), Electromagnetic heating (infrared), apart from a few other techniques. The institute is extensively working in the area of development of machinery and processes for Electromagnetic radiation based drying of various food products.



